服務熱線:
服務熱線:
其實,所謂的切割液就是當你使用45度切角機進行切割、磨加工的時候,用來冷卻或潤滑加工零部件的液體。切割液往往有多種助劑經科學研制配置而成,它具有良好的潤滑性能、清洗功能、防腐蝕、防銹性能、冷卻性能、易稀釋的特點。相比傳統的45度切角機助劑乳化液,切割液克服了以往的容易發臭、難以稀釋、容易生銹的問題,也不會破環車床原本的漆。
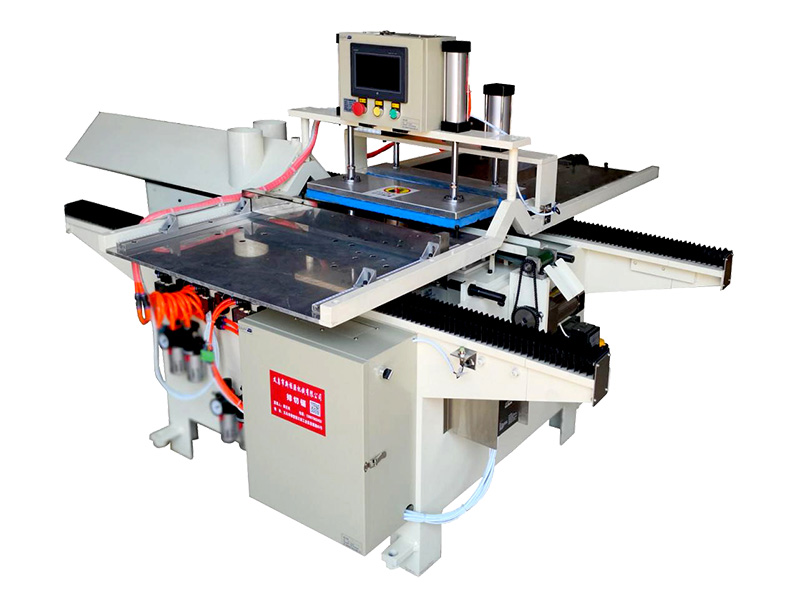
1.就拿產品外觀來說,在生產制造過程中,許多廠家都會要求型材擠壓廠家擠壓出各種形狀各異的鋁合金型材來制作鋁家具產品,而一些異型材在使用45度鋁型材切角機切割時,有的可以直接將產品放上去切割,而有的異型鋁材,就需要加裝夾具才能使其良好的切割。2.夾具,是指在切割過程中,用來固定產品使其保持靜止不移動,保證切割效果的一種裝置。既然加裝夾具為了讓產品能夠更牢固的被夾持,如果在切割過程中,產品不被壓牢,那么就會容易出現切割長度尺寸或角度不準,甚至有些產品如果沒有壓牢的話,在切割過程中就出現蹦邊現象。

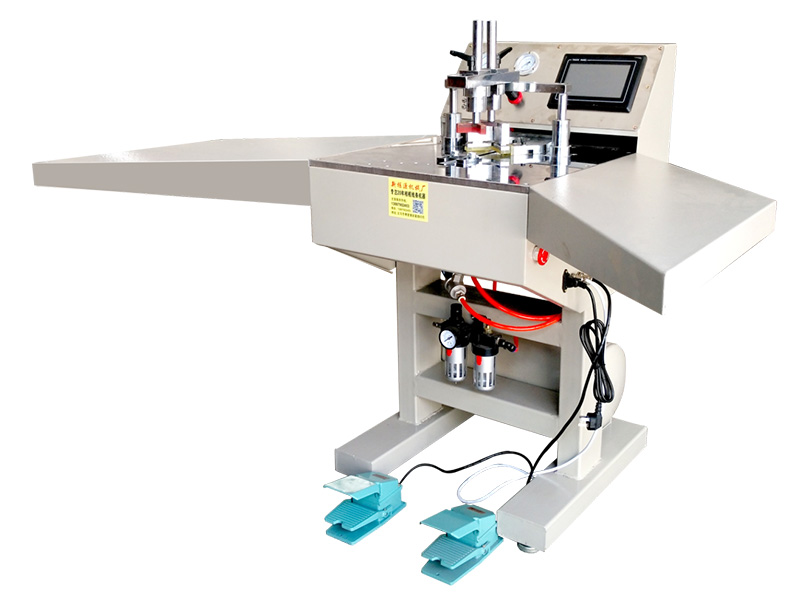
單頭切角機和雙頭切角機的區別,單頭切角機和雙頭切角機的區別就是在于切割機的機頭數量不同。單頭切角機一般適用于鋁合金陽光房行業,或者建筑行業的鋁模板工地,這種單頭的多數切割角度不同,并不是固定的,它會依據實際生產需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。